The Dogs of Warp
January 16th, 2020Sifting Through Bad Advice Yields Results
I managed to get some workshop time in today. Very satisfying.
First, I worked on my arbor press stand. I believe I started on this in November. Four trips plus three holidays plus my general lack of competence interfered, but I’m back on it now.
I got myself a real welding table last year, and it came with a bunch of clamps. My hope was that clamping things down before welding them would prevent warpage. Turned out that was not the case. In reality, as far as I (now) know, warpage is prevented not by clamping things as they should be oriented, but by a) making the shortest welds you can get away with, b) skipping around as you weld so you don’t put too much heat into any one area, c) using thick material and adding supports when needed, d) clamping things so warpage will actually straighten them after they’re released, e) straightening crooked things with heat and force, f) adding and then grinding off additional welds that only serve to bend things back into the correct shapes, and g) using flame-straightening.
I clamped my parts to my welding table, and when I put the finished stand on the ground, it rocked. It wasn’t bad, but I wanted it to be better. I got fed up, cut it apart, and started over. I removed the top, but I left the base attached to the legs.
I made sure all the legs were the same length. Then I took 1″-square tubing and welded supports to the top of the legs so they would force the top straight when it was attached. I used a bunch of tacks to attach the supports, and I skipped around while completing the welds. In the end, I had something that was not noticeably warped.
When it came time to attach the top, I started with a lot of tacks. Then I added a bunch of short welds, skipping around as I welded. I did not make long pretty welds that covered all the seams. I know better. Long welds look great, but they cause warpage, they waste time, gas, wire, and money, they increase wear on your welder, and they’re just generally bad.

MIG wire welds have a tensile strength of 70,000 psi. In the past, I used to use over half a square inch of weld on joints that would probably never see 50 pounds of tension. I think it was a stupid idea. Fifty pounds of tension on half a square inch is 100 psi, or 1/700 of the weld’s ideal tensile strength. My guess is that I was overdoing it a little.
It seems obvious to me that you can’t look at your weld, estimate the tension it will experience, and use exactly enough weld material to match that figure. You would have tiny welds that would flex a lot. But I was probably using 5 or 6 times as much metal as I needed.
When I got my top attached, it appeared to be completely flat, but I still had some warpage on the bottom of the stand, which still had my original welds on it. The flat tubes on the bottom were bent upward at the ends. They weren’t bent much, but it bothered me. I flipped the table, put a bead of weld across each tube, and then ground the beads off. Three of the tubes are now straight. The remaining one has straightened somewhat, but it will need another bead before it’s perfect.

Because I didn’t use big, long welds, and because I don’t weld all that well to begin with, I had a lot of ugly joints. My solution was to grind the ugly off. It would be neat to have welds so pretty I wanted to leave them exposed, but that’s beyond my skills, and anyway, I believe it’s impossible when you use proper technique to prevent warping. I had to make multiple short welds instead of a few long ones, and joining short welds makes for ugly joints.
I’m going to keep adding weld and grinding it off until I’m happy with the way the stand looks.
Once the fourth tube is straight, I’ll have a nice arbor press stand which is ready for finishing touches, but because I didn’t use long welds, there will be a lot of areas that have gaps and so on. I have a solution for that. I plan to cram them full of JB Weld, which is an epoxy product which resembles metal.
Here is my theory: long, pretty welds only exist on Youtube, where people who make videos don’t actually have to make anything that’s straight, flat, or square. In real life, short welds are the way to go. You should make one short weld at a time and then let it cool. When necessary, you should join more short welds to them later to complete your joints, but much of the time, you should just leave them alone instead of overwelding. This means you will end up with gaps that have zero adverse effect on your project’s integrity yet which are unsightly and hard to paint over. Since you don’t need the structural strength of welded metal across those gaps, all you really need is a tough product which will fill them permanently without cracking or coming loose.
I’m going to grind my welds until nothing sticks out too much. I’m going to soften all the rough edges on the stand. Then I’ll take JB Weld or something and fill in all the gaps and gouges. Then I’ll paint the stand, and it will be wonderful.
Maybe this is a cheesy approach, but I’m going with it, because it seems smart. I don’t just think it will work; I know it will work.
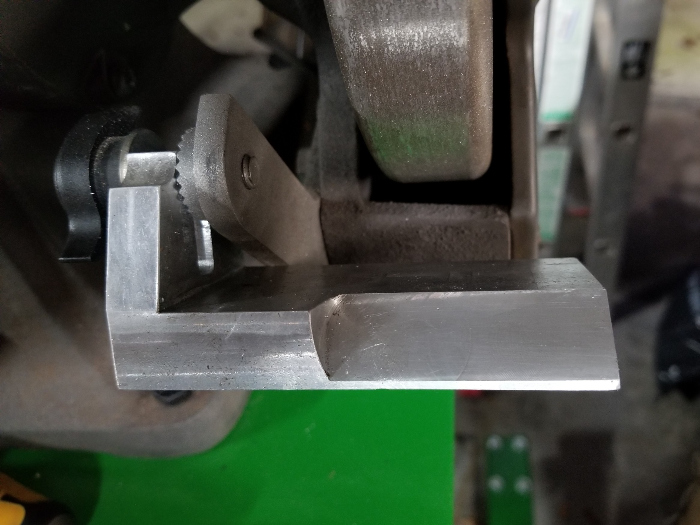
After I was done with the work on the stand, I decided to do some machining. I have a bench grinder, and a long time ago, I machined a tool rest for it from aluminum. It works very well, but because the aluminum was too thick, it was impossible to orient it at a sharp angle to the wheel without opening a big gap between the rest and wheel. When you use a bench grinder, you never want a gap larger than 1/8″, because if you have a bigger gap, the skin of your finger can get sucked into it, and the grinder will then remove the skin from your finger like a sock from your foot. This is called “degloving,” and it’s pretty gruesome.
I have been dying to fix the rest, but the best tool for the job was a milling machine, and until recently, my mill was in Miami, far away where I could not use it. I tried to modify the rest with the belt sander and bench grinder, but I wasn’t happy with the results, so I stopped. Now my mill is here with me, so I can finally get on top of neglected projects.
I put two parallels in my mill vise to hold the rest level in the y-direction, I leveled it by eyeball in the x-direction, and I put a huge 2-flute HSS end mill in the spindle. I fired up the mill and cut a beautiful bevel in the rest. When I took it out of the vise, I saw that it needed some more cutting, so I inserted it in the vise again, leveled it by eyeball, and somehow managed to get it within a few thousandths of an inch of its previous orientation without measuring. I turned on the mill, cut a little more aluminum, and I was done. I would say the whole job took 10 minutes. Magnificent.

Now I need to get to work on spacers for the grinder wheels. I have CBN wheels. These are aluminum wheels with cubic boron nitride grit embedded in them. They are maybe 1.25″ wide at the hubs and rims, but in between, they’re thin, unlike ceramic wheels, which are of uniform thickness. The spacers on my grinder were made for ceramic wheels, so the outer rims of the spacers don’t reach the wheels to grip them. The only support is on the hubs.
The interior spacers are long tubes with disks on the ends. I could make new ones with deep rims to press on the wheels, or I could just make metal rings to fit between the original spacers and the wheels. The outer spacers are concave washers that also to be replaced or fitted with rings.
![]()
I’m wondering if I should get rid of my bench grinder guards. Their only purpose is to contain flying fragments when wheels explode, but CBN wheels can’t do that. The guards make grinding on the sides of the wheels difficult. People who don’t know any better grind on the sides of ceramic wheels, but it’s extremely dangerous, so grinder makers make guards that discourage it. Now that I don’t need the guards to contain fragments, I have some flexibility.
The guards support the grinder’s tool rests, so if I get rid of the guards, I’ll need to rig up new rest supports. I think it’s a good idea, though.
It’s neat to be able to use real tools again. I really missed them. I was helpless. A man without machine tools, a tractor, and several welders is basically a woman. I would go further. I would say that man is Elizabeth Warren.
I look forward to getting the arbor press stand fixed and putting casters on it. One less motionless object to get in my way in the shop.