Nuttin’ Fancy
November 20th, 2016New Part for Woodturning Project
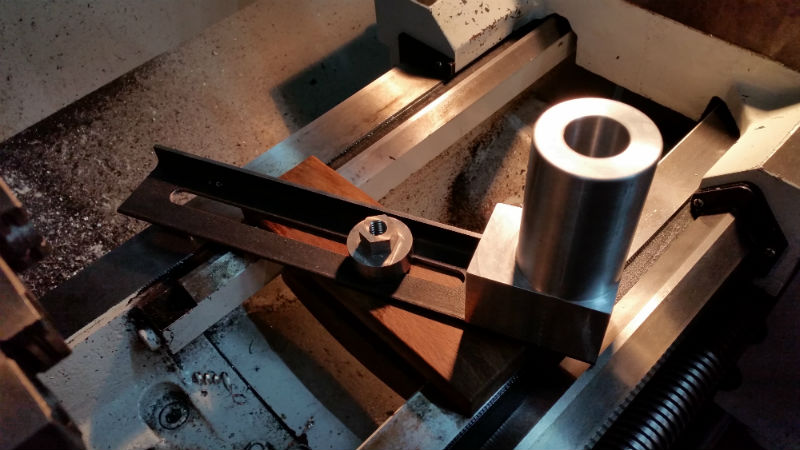
I finally finished the nut that holds down the woodturning tool rest I made for my metal lathe.

I started out using a 1/2″ nut and a washer, but the rest wobbled. When you use a flat washer to hold something down, the nut will deform it into a bowl and cause most of the clamping force to be concentrated near the bolt. The outside of whatever you’re clamping won’t feel much restraint. For this reason, engineers and machinists make washers and other clampy things with recesses in them.

If you have a washer which is hollowed out so only the rim touches the thing you’re clamping, the force will be applied as far out as possible. This is very helpful when you’re trying to keep something from spinning. Angle grinders come with flat nuts that have recesses in them, to keep the disks from spinning relative to the shafts.
After I started working on the nut I designed, I realized I might have been able to save time by using a nut made for an angle grinder, but that boat had sailed, so I proceeded.
I used a piece of 1.5″ 304 stainless round bar for the nut. I think it’s 304. I’m pretty sure it was a nub from a piece of 304 I bought. This particular stainless is a very nice metal once machined. It has good corrosion resistance, and it’s pretty. But it acts strangely when you try to work it.
For one thing, 304 work-hardens. This means that when you cut it with a tool, the part touching the tool can get hot from friction and harden up at the surface. In a second or two, you go from a nice friendly metal that cuts easily to a hard metal that refuses to give in. That means you have to be very committed when you cut 304. You can’t cut a little, slow down, check your work, speed up, and so on. When you pause, you may harden the metal.
Another problem with 304 is that it’s chewy. It doesn’t like to break. If you turn it on a lathe, it will literally make curly chips that shoot out behind you and extend six feet across the shop. That’s bad if the lathe tries to pull them back, because they’re razor-sharp, and there you are, between them and the machine. It also leaves huge burrs on things, so you have to use sharp tools or resign yourself to a lot of deburring.
I made this part using the lathe and a rotary table. I ripped my hand open on it while it was on the mill. At least I think I did. I was trying to indicate it in the 4-jaw chuck, and I was moving my hand around it. Suddenly I notice a half-inch cut in the back of my hand. I didn’t even feel it.
I put a 1/2″-13 thread in the nut, leaving the bottom 1/4″ of the bore smooth. I didn’t want a thread an inch long, because it would be hard to cut, and I wanted the threads to be on the upper part of the nut. I figured that would give the most stability.
I put it on the lathe to deburr it, and I used the drill chuck to get the tap started. I moved the lathe chuck by hand. I used Moly-Dee for lube. The tap got stuck. I couldn’t believe it. I put the nut in the mill vise with v-blocks and cranked the tap handle. It felt like the nut was full of sand. I added pipe-threading oil, but it didn’t seem to make much of a difference.
I got it tapped, but I was surprised what a nasty job it was. I guess that’s another 304 thing: jerky tapping.
I got it mounted on the lathe, and it works great. That’s good news, because it means my primitive tool rest design is a success, and I won’t have to start over. I have to go to Home Depot and get a longer bolt, but other than that, the job is mostly done. I have to put two threaded holes in it and add a threaded lever to clamp the tool bar thing (whatever) in place. That should be easy.
The hex on top was supposed to be 7/8″, but I made some kind of error and ended up with about 0.760″, so I took it down to 3/4″, which will work fine. I figured I should have the biggest possible hex so it would be hard for wrenches to beat it up, but this will do.
If you don’t make at least one emergency re-design during a machining job, you’re a fake. There’s something wrong with you. That’s how I see it.
Later this week maybe I’ll finish this up, throw a piece of wood on the lathe, and see if I have to call the EMT’s.
Hoping for the best.